


Indexing belt filters from BHS-Sonthofen enable the bypass dust accruing during clinker manufacturing to be completely reincorporated into the process by using up to 100 percent of more cost-effective alternative fuels in cement kilns. Reincorporation of the salvaged bypass dust increases cement production by up to 3%. Proof is provided by a new plant having a 20,000 t annual capacity that the method works reliably on a commercial scale.
Fuels such as coal, oil or gas used to manufacture cement are increasingly being replaced by clearly more cost-effective alternative fuels such as car tires, plastics, sludge and municipal and industrial waste. The percentage in Europe has already increased to around 6% and will rise even further in the years to come.
More chlorides are released in the combustion process, however, when using alternative fuels, in comparison to fossil fuels. They settle on the bypass dust during cooling of the gas flow extracted from the gas bypass. This dust exhibits a chloride content of up to 2% in many cases. It cannot be added back into the cement, because the maximum permissible chloride content of 0.1% is exceeded in the end product.
Indexing Belt Filters reduce the Chloride Content
So that cement factories can also take advantage of the cost benefits of alternative fuels and at the same time do away with disposal costs for bypass dust, the system manufacturer A TEC developed a patented process in cooperation with HOLCIM, which was realized in the factory located in Rohoznik, Slovakia as a complete industrial scale system with BHS belt filter system. It reduces – even when starting with high concentrations – the chloride content of the dust to below the desired threshold. The BHS belt filter, which assumes an important process step in this system, achieves a chloride wash-out efficiency of more than 95 percent. Therefore, the bypass dust can be added to the cement again - i.e. sold - even when using secondary fuels.
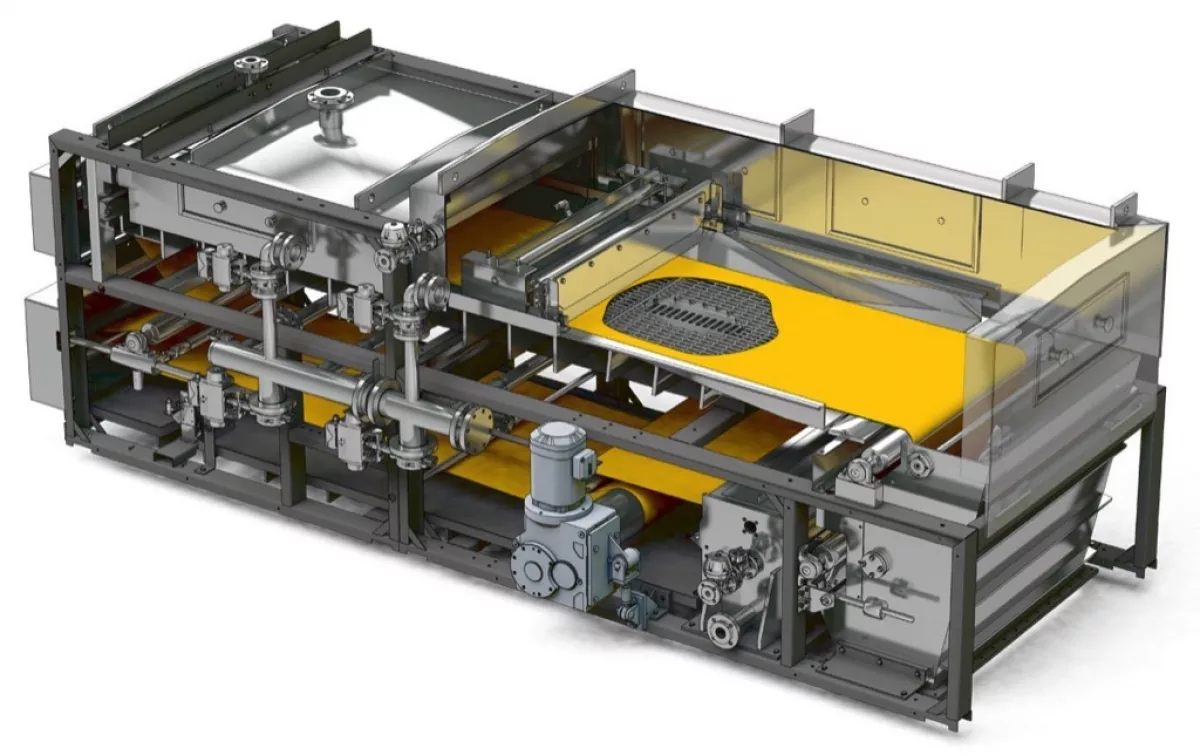
The core element of the systems is the BHS indexing belt filter, type BF. The gas flow extracted from the burning process – with which the bypass dust is discharged from the system – is cooled and made free from dust. The dust separated in the filter system is sludged with washing liquid and then filtered, washed efficiently in multiple stages counter-current wise and mechanically dewatered to the greatest possible extent. The material flows extracted from the belt filter are a mother filtrate concentrated with chlorides, which is treated or disposed of, as well as the washed out filter cake which is added back to the cement.
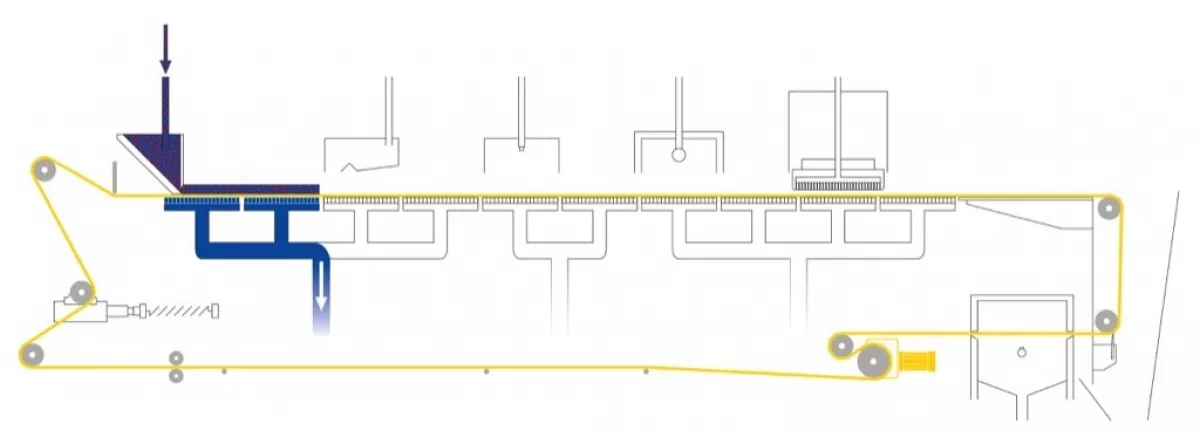
Fig. 3a: Operation of the BHS indexing belt filter, Cycle 1 – Suspension feed and cake formation. The filtrate is drawn off in the filtration zone and an even filter cake is formed.
|
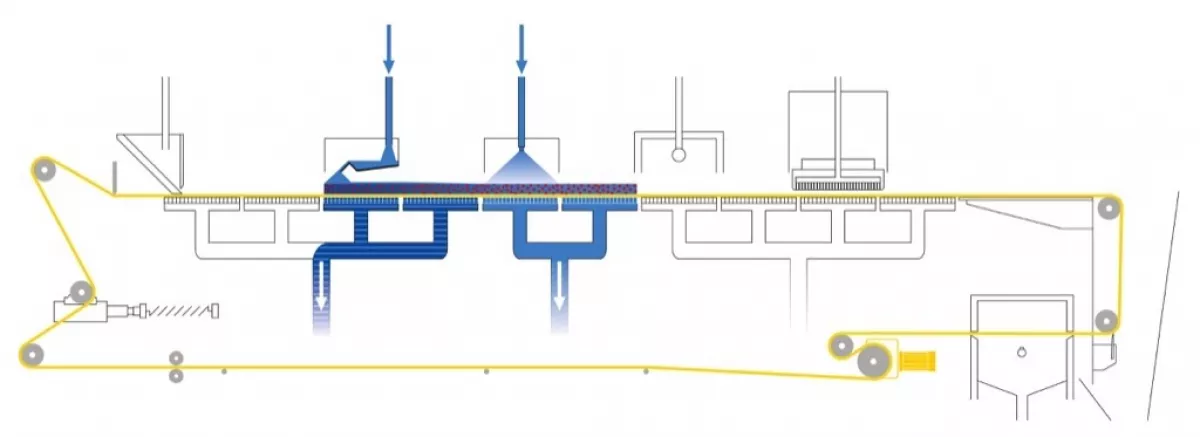
Fig. 3b: Operation of the BHS indexing belt filter, Cycle 2 – Washing. Dissolved contaminants can be washed out of the pore structure of the filter cake by dilution or displacement washing. The washing liquid, the washing filtrates from counter-current washing, or the different media for extraction or ion-exchange processes are fed to the filter via distribution and feed channels.
|
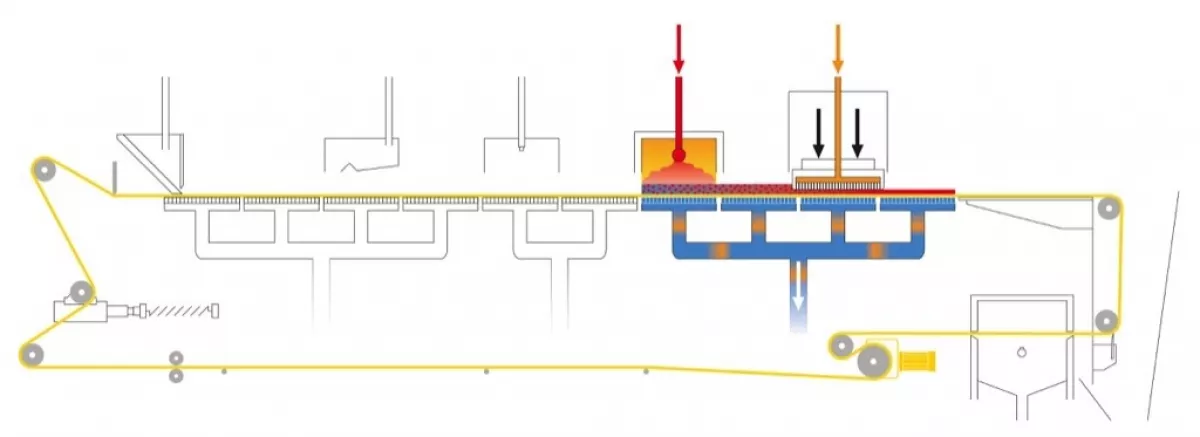
Fig. 3c: Operation of the BHS indexing belt filter, Cycle 3 – Drying. The filter cake is pre-dried by vacuum-based technique of dewatering with air. Afterwards the filter cake is mechanically compacted in the pressing device and further pre-dried with or without blowing with compressed air.
|
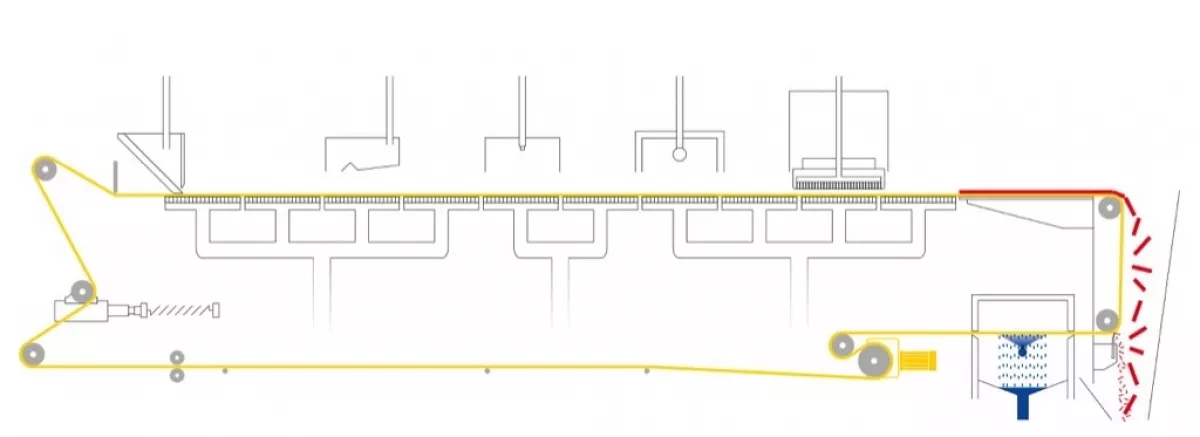
Fig. 3d: Operation of the BHS indexing belt filter, Cycle 4 – Cake discharge and cloth cleaning. The filter cake is discharged at the discharge roller. At the discharge end, a scraper strips off any cake residue still adhering to the filter cloth. The filter medium is cleaned in the downstream cloth rinse box, where the cloth is sprayed at high pressure on the cake side, the reverse side or on both sides.
|

BILDER BHS uses indexing belt filters, because they are clearly advantageous for typical flow rates of approximately 3 to 9 tons dry substance per hour – in comparison to filter presses, for example. They are especially suitable for high flow rates because they work continuously.
Using a combination of indexing belt filter and an additional pressing device, BHS reduces the residual moisture in the bypass dust to 25 to 30% – i.e. a value that could never be achieved using normal suction. The value also falls below the thixotropic point and handling is improved, because the dried filter cake is crumbly and can be transported away by the conveyor belt and directed back into the process.
Once the bypass dust leaves the belt filter system, its chloride content is far below the level of the accruing dust from the gas bypass (wash-out rate > 9%) and all the dust can be directed back into the process.
The quintessence: Even if cost-effective secondary fuels replace conventional fuels for the calcination of the raw material by 10%, the accruing bypass dust can be directed back into the process. Chloride-containing filtrate, removed from the system, can be treated or disposed of.

BHS provides a complete solution for treating the bypass dust: The scope of supply includes the dosing and mixing station, the filtration system with filtration of the suspension and cake washing using a multi-stage counter-current method and the cake dewatering, all pumps and the separators as well as the complete array of measuring and control technology. The system is therefore easy to integrate into the existing process as a skid-mounted module – as a “black box”.
An initial pilot plant with a BHS indexing belt filter provided proof that the process works reliably on a commercial scale. The system has an annual capacity of 20,000 t.
■

